Radii: What You Need to Prevent Stress Risers & Costly Rework
Radii define curved transitions on parts — from inside corners (fillets) to outside edges (rounds). Sharp corners concentrate stress and are harder to machine. Thoughtful radius choices improve durability, manufacturability, and surface finish.
Why it matters
- Lower stress concentration and reduce crack initiation.
- Enable faster machining with longer tool life.
- Improve fit, assembly, and aesthetics.
- Avoid late changes on the shop floor.
Core Concepts
Radius (R)
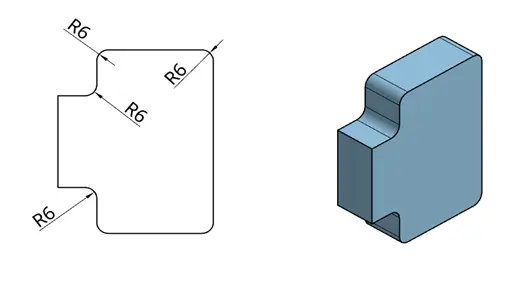
A radius is the distance from the center of a circle to its curve. On drawings, it’s denoted by R preceding the value, e.g., R6 means a 6 mm radius. Radii may be applied to:
- Internal corners → often called fillets (strengthening transitions between faces)
- External edges → often called rounds (softening or deburring exposed edges)
- Arcs and partial circles → the arc’s radius is called out as
R…
Tip: If units aren’t repeated on the callout, the sheet’s unit note applies (e.g., mm or in in the title block).
Variants & Notation You’ll See
Maximum and Minimum Radius
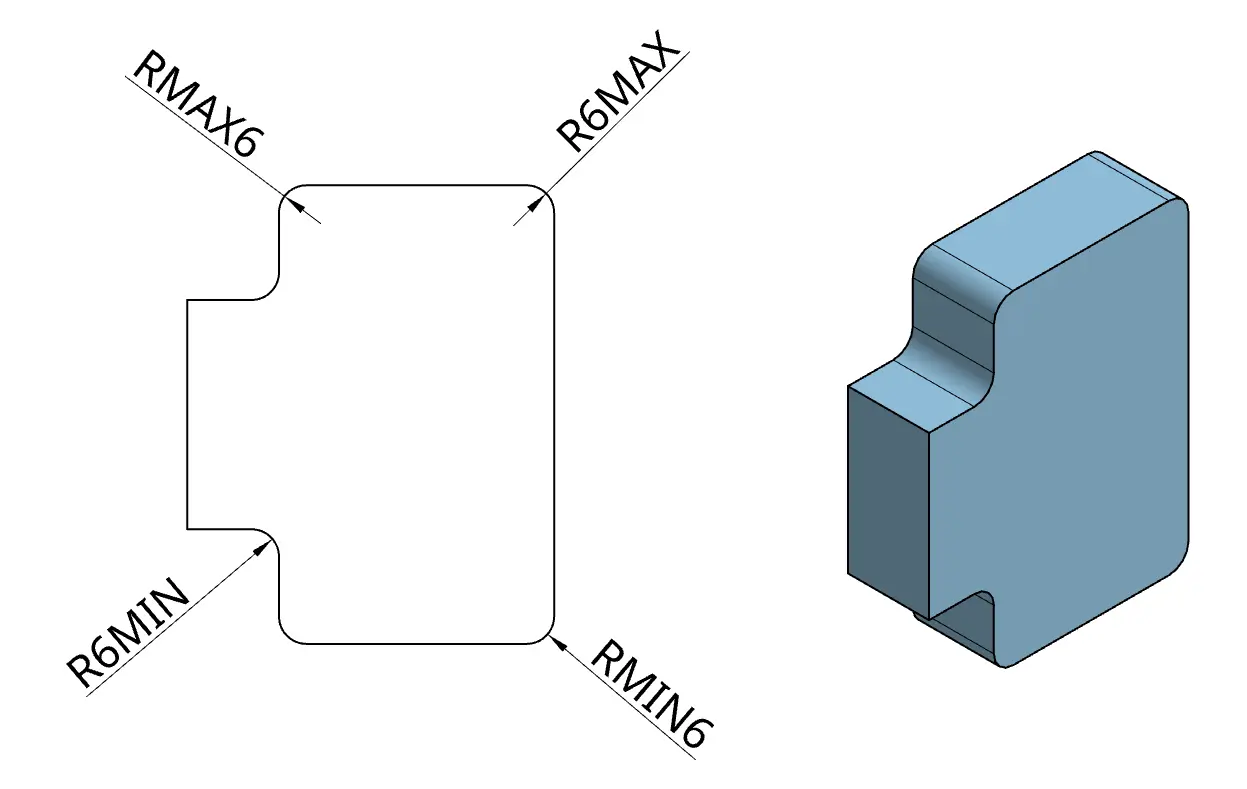
Use RMAX / RMIN when only an upper or lower bound is allowed. Common variants you’ll encounter: RMAX6, R6 MAX, RMIN6, R6 MIN.
RMAX6→ the radius must be ≤ 6 mmRMIN6→ the radius must be ≥ 6 mm
These limits are widely used in industry; some organizations prefer to express the same intent with a unilateral tolerance instead (see below).
Radius with Tolerance
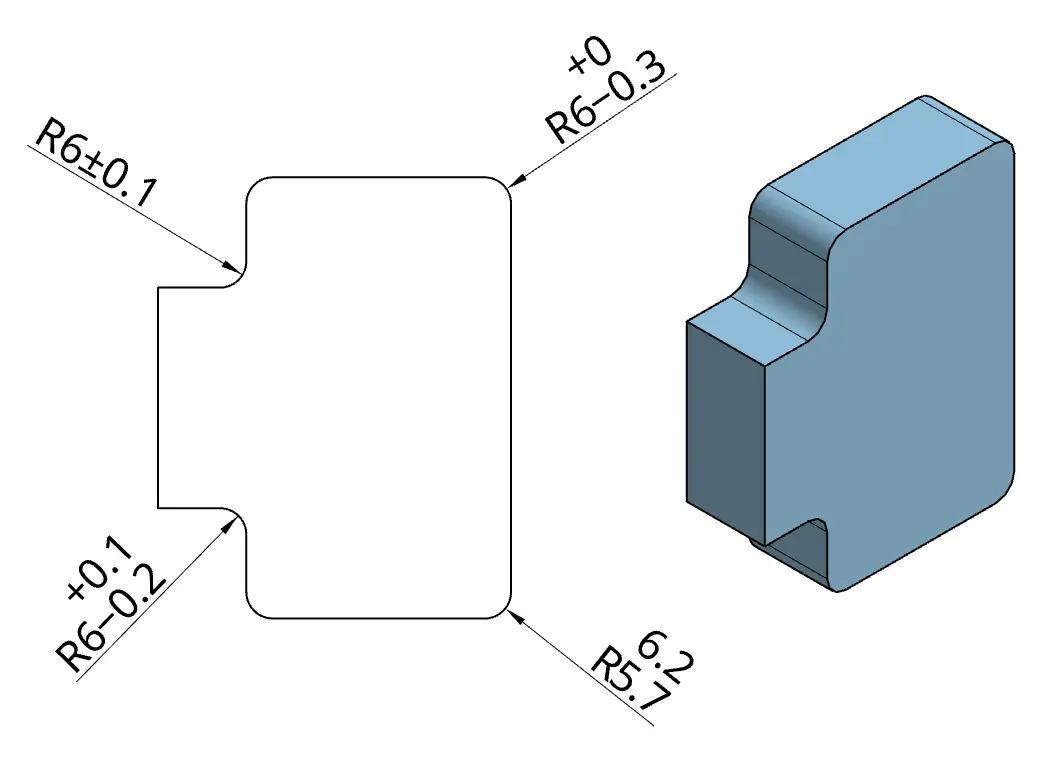
Radii can carry bilateral or unilateral tolerances:
- Bilateral:
R6 ±0.1→ acceptable range is 5.9…6.1 mm - Unilateral (minus):
R6 −0.0/+0.1(oftenR6 +0.1/−0) → 6.0…6.1 mm - Unilateral (plus):
R6 −0.1/+0→ 5.9…6.0 mm
Choose unilateral tolerances when tooling or function requires a hard limit in one direction.
Spherical Radius (SR)
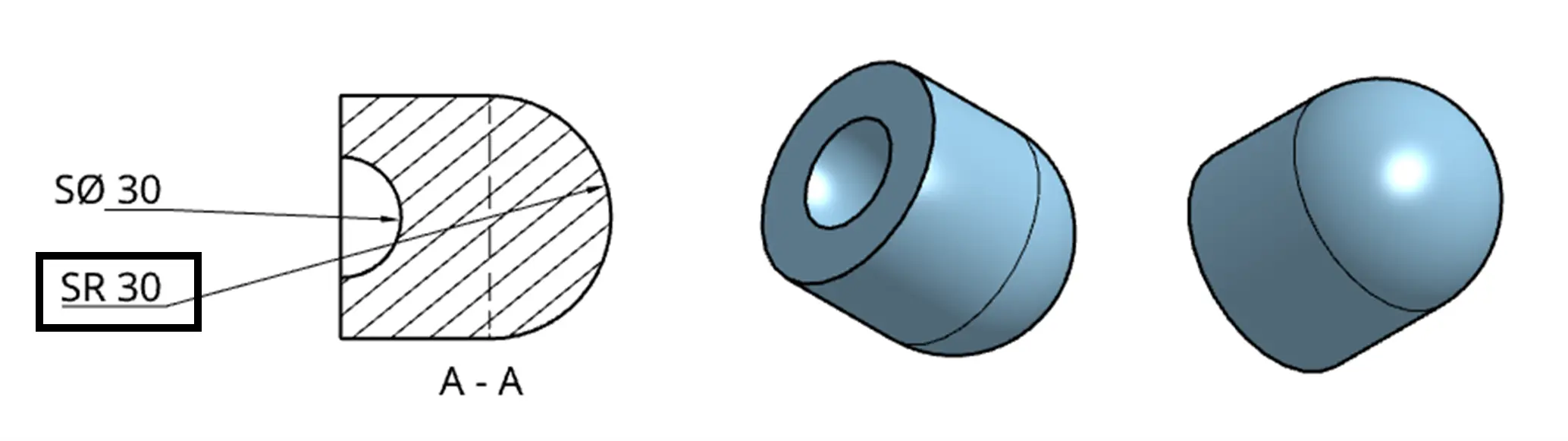
Use SR for spherical surfaces: SR30 means a sphere (or spherical segment) with a 30 mm radius. This is distinct from a 2D arc radius.
Controlled Radius (CR)
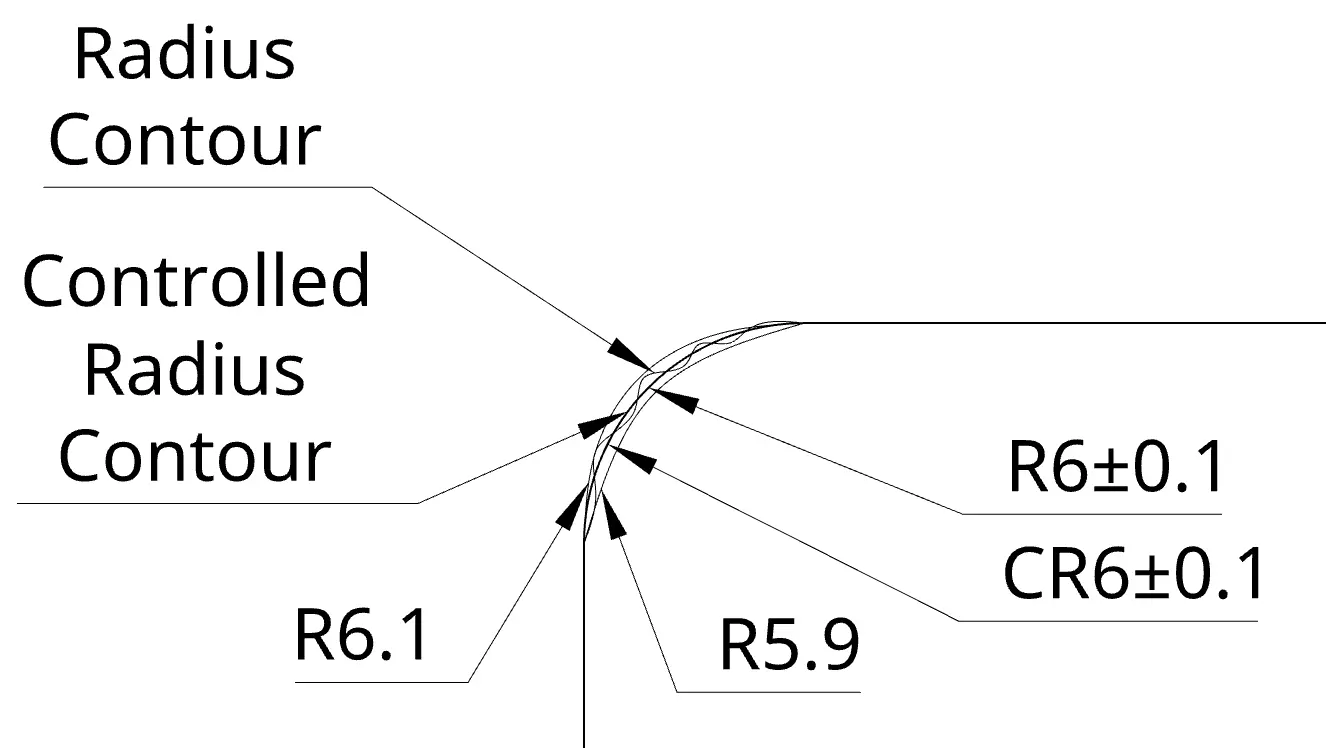
A controlled radius (CR) specifies a radius that must be smoothly tangent to adjacent surfaces with no flats or reversals (no waviness). The tolerance zone is bounded by two concentric arcs whose separation equals the stated tolerance.
Use CR when appearance, fit, sealing, or fatigue life depends on a smooth, consistent curvature.
Multiplicity & Patterned Callouts
4× R2→ apply R2 to four edges/features.ALL FILLETS R0.5→ a global instruction unless a local note overrides it.BREAK EDGES R0.2–0.5→ allow a range for deburring/edge‑break.
If both global and local notes exist, local notes win for the specific feature.
Design & Manufacturing Tips (Rules of Thumb)
Milling & Routing (internal corners)
- Design inside corner radii ≥ tool radius (i.e., ≥ D/2 for an end mill of diameter D). Larger radii allow higher feed rates and better finish; ~0.6–1.0× D is production‑friendly.
- Prefer standard tool families (metric: 1.0/1.5/2.0/3.0/4.0 mm radii; imperial: 1/32, 1/16, 1/8 in, etc.).
- For tight‑fitting mating parts, radius both the male/female features or add reliefs (“dog‑bone” or corner relief) if a sharp internal corner is unavoidable.
Turning (external profiles)
- External edge radii often match the tool nose radius. Calling out a radius close to a standard insert reduces cycle time and chatter.
Sheet Metal (bends)
- Minimum inside bend radius commonly ≥ material thickness (t), varying by alloy and temper. Check your supplier’s bend tables; larger radii reduce cracking and springback variability.
Strength & Fatigue
- Small radii drastically raise stress concentration (Kt). If fatigue is a concern, increase the fillet radius, or control the contour with
CRand/or a profile tolerance.
Inspection & Verification
- Go/No‑Go gauges or radius gauges for quick checks.
- CMM/optical measurement for tight tolerances,
CRfeatures, or functional surfaces. - When function is critical, consider combining a radius size with a profile of a surface control to fully govern the shape.
How Werk24 Interprets Radius Notes
Werk24 normalizes many drafting styles so downstream systems receive consistent, typed data:
- Recognizes
R,SR,CR,RMAX/RMIN, multiplicity (2×,4×), and global notes (e.g., ALL FILLETS R0.5). - Extracts value, unit, type (simple, spherical, controlled), limit (min/max), tolerance (uni/bilateral), and count when present.
- Guards against common OCR confusions like
RvsØand normalizes variants such asR 6,6 R, orR.5→R0.5.
Good practice on drawings: Prefer consistent notation across sheets; avoid mixing
RMINwith bilateral tolerances on the same feature; add local notes where global rules need exceptions.
Quick Examples
R3→ simple 3 mm fillet/roundR6 ±0.1→ 6 mm radius, ±0.1 mm toleranceRMIN2→ radius must be ≥ 2 mmSR30→ 30 mm spherical radiusCR5 ±0.05→ controlled radius 5 mm with ±0.05 mm zone, tangent, no flats/waviness4× R1.5→ apply 1.5 mm radius to four featuresBREAK EDGES R0.2–0.5→ acceptable edge‑break range for deburring