Threads: What you need to know to get the right parts
Threads encode a lot of intent in a tiny callout: nominal size, pitch/TPI, profile, series, tolerance/fit, handedness, length/engagement, and sometimes sealing. Getting any of these wrong can turn a purchase order into scrap (e.g., ordering BSPP when the mating part is NPTF, or specifying 3A for a tapped hole).
Werk24 parses, normalizes, and validates thread information across ISO and ASME ecosystems and returns a consistent JSON schema—independent of language (we support DE, EN, ES, NL, JA, IT; others can be added within a week with a native mechanical engineer).
Why threads matter (business impact)
- Tooling & lead times: UNF vs UNC, M‑fine vs M‑coarse, NPT vs BSPP all drive tooling choice and setup.
- Interchangeability: Wrong fit class (e.g., 3B instead of 2B, 6g instead of 6H) kills compatibility.
- Sealing: Tapered vs parallel threads change whether you need PTFE/anaerobic sealant or an O‑ring/washer.
- Quality costs: Rework on threads is rarely economical; early detection prevents NCRs and delayed RFQs.
The fields you must capture
- Family / series (Metric, UN/UNF/UNC/UNEF, NPT/NPTF, BSPP/BSPT, etc.)
- Nominal size (mm or inch)
- Pitch (mm) or TPI (threads per inch)
- Profile / form (60° ISO/UN, 55° Whitworth, 29° Acme, 30° Trapezoidal, Square, Buttress, Round)
- Tolerance / fit class (Metric: 6H/6g…; UN: 1A/1B/2A/2B/3A/3B)
- Hand (RH/LH) and starts (single/multi‑start)
- Threaded length / engagement (e.g., “12 DEEP”, “THRU”)
- Location (internal/external)
- Sealing mode (taper seal vs gasket/O‑ring)
Werk24 extracts these explicitly and flags assumptions (e.g., omitted pitch → coarse series) so you can review.
Quick reference: common thread families
| Family | Typical callout | Unit | Sealing | Notes |
|---|---|---|---|---|
| Metric ISO | M10×1.5‑6H (int.), M10×1.5‑6g (ext.) | mm | Mechanical | 60° profile. Coarse/fine series per ISO 261. H (internal), g/h (external). |
| Unified (UN) | 3/8‑24 UNF‑2A, 1/4‑20 UNC‑2B | inch | Mechanical | 60° profile. UNC/UNF/UNEF/UNS series. A = external, B = internal. Classes 1 (loose) → 3 (tight). |
| NPT / NPTF | 1/4‑18 NPTF | inch | Taper seal | 60° profile, taper 1:16 (~3/4" per foot). NPTF is “dryseal” (no sealant). |
| BSPP (G) | G 1/4 | inch | Gasket/O‑ring | 55° Whitworth profile, parallel thread. |
| BSPT (R/Rp/Rc) | R 1/4, Rp 1/4, Rc 1/4 | inch | Taper (R/Rc) or gasket (Rp) | 55° Whitworth. R = external tapered, Rc = internal tapered, Rp = internal parallel. |
| Acme / Trapezoidal | 1″‑8 Acme‑2G, Tr20×4 | inch/mm | Mechanical | Power transmission; 29° (Acme) / 30° (Tr). Multi‑start often used. |
| Square / Buttress / Round | varies | inch/mm | Mechanical | Specialty forms for load direction, dirt resistance, etc. |
Tip: Pipe threads (NPT/NPTF vs BSPP/BSPT) are not interchangeable: different profile angle, pitch series, and sealing mode.
Reading callouts (cheat‑sheet)
Metric (ISO):
M<Ø> × <pitch> – <tolerance> [LH] [length]- Examples:
M10×1.5‑6H(internal),M12×1.75‑6g RH 12 DEEP(external),M20×2‑6H LH(left‑hand).
- Examples:
Unified (ASME):
<inch‑Ø>‑<TPI> <series>‑<class><A/B> [LH] [length]- Examples:
3/8‑24 UNF‑2A,1/4‑20 UNC‑2B LH 0.4 DEEP.
- Examples:
Pipe:
- NPT/NPTF:
<NPS>‑<TPI> NPT[F]→ tapered seal (e.g.,1/8‑27 NPTF). - BSP:
G <size>(parallel),R <size>/Rc <size>(tapered ext./int.),Rp <size>(parallel internal).
- NPT/NPTF:
If pitch/TPI is omitted, Werk24 infers the standard coarse value and marks the field as assumed.
Tolerance & fit classes
| System | Internal (female) | External (male) | Typical use |
|---|---|---|---|
| Metric ISO | 6H common (4H/5H for tighter, 7H for looser) | 6g common (4g/5g tighter, 8g looser) | General machine construction |
| Unified | 2B common (1B loose, 3B tight) | 2A common (1A loose, 3A tight) | General → precision assemblies |
Mapping cues:
…Halmost always internal metric;…g/hexternal metric. In UN, suffix A = external, B = internal.
Internal vs external & placement on the part
External threads (studs, shafts) vs Internal threads (tapped holes, nuts). Placement affects:
- Chamfers & run‑outs, undercuts/reliefs
- Minimum engagement length
- Surface finish requirements in the lead‑in
Visuals (for quick training):
External Threads 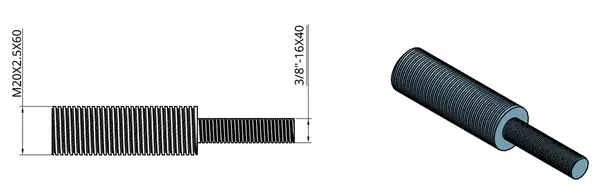
Internal Threads 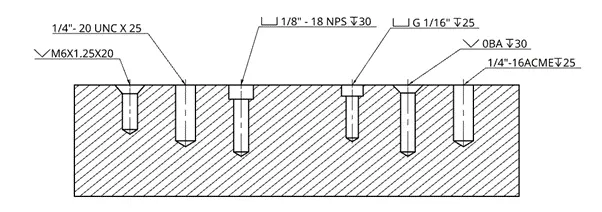
Helix direction (handedness)
Most threads are right‑hand (RH): clockwise rotation advances away from you. Left‑hand (LH) is used for reverse‑load or anti‑loosening applications. Callouts usually include LH when left‑hand; absence implies RH.

Common pitfalls (and how we guard against them)
- BSP vs NPT with the same nominal size → we check profile angle and expected pitch series.
- Omitted pitch on metric → we infer coarse/fine from size but flag as assumed.
- Class vs location mismatch (e.g.,
…Hon an external callout) → flagged for review. - Through vs blind ambiguity → we read context words like
THRU,DEPTH,MIN,MAX. - Multi‑start threads (e.g.,
Tr20×4(P2)) → explicitstartsandleadhandling.